- 2026.03.11 技術情報 製造技術
-
製品の質を左右する、ゴム金型の基本と選び方
ゴム金型は、未加硫(生)のゴムに「熱」と「圧力」を加え、化学反応(加硫)を起こさせて形を固定するための「器」です。自動車のシール材から家電、医療機器、日用品まで、私たちの身の回りにあるゴム製品のほとんどはこの金型から生み出されています。
これらを形作る「ゴム金型」について押さえておくべき基礎知識をご紹介します。

ゴム金型の役割
ゴム金型は、製品の形を作る器であると同時に、成型において主に3つの役割を担っています。
まず、通常150℃〜180℃で加熱し、金型内の温度分布にムラが出ないよう制御することで、製品の硬度不足や「焼け」を防ぐ温度管理の役割があります。次に、高圧でゴムを隅々まで充填させ、ゴム特有の「高粘度」を考慮した設計によって流動を制御する役割を担います。さらに、通常の脱型方法に加え、ゴムの柔軟性を利用してアンダーカット形状でも強引に脱型できる「無理抜き」など、製品を確実に取り出す脱型の役割も重要です。

主な設計要素
① 収縮率(シュリンク)の計算
ゴムは金型内で熱膨張し、冷却時に大きく収縮します。収縮率はゴムの種類だけでなく、「加硫温度」「注入方向」「充填剤(カーボン等)の量」によっても変動します。単純な一律計算ではなく、過去のデータに基づいた「金型寸法」の決定が、寸法公差を守る鍵となります。
② 脱型(だっけい)と離型性
「いかにスムーズに製品を取り出すか」が生産性を左右します。脱型と離型性では、鏡面磨き(#1000以上)やフッ素樹脂コーティング、クロムメッキ処理といった離型処理を施してゴムの焼き付きを防ぐとともに、摩擦係数が高いゴムに合わせてわずかな「抜き勾配」を設けることで、製品のちぎれや変形を防止します 。
③ バリ制御(パーティングラインの精度)
ゴムは流動時、金型の隙間に入り込みやすい特性があります。P.L(パーティングライン)周辺に鋭いエッジ(喰い切り)を設けることで、バリを薄くし、仕上げ工程を容易にします。
【設計精度を支える最新技術】
こうした難易度の高い設計要素に対し、近年では3D CAD/CAMによる高精度な設計はもちろん、流動解析シミュレーションを用いて、金型内でのゴムの温度変化や流れを予測し、設計段階から不良率を下げる取り組みが一般的になっています 。また、ガス抜き(ベント)の最適化や真空成型技術の導入により、気泡混入を極限まで抑えた高品質な製品作りが進んでいます 。
ゴムの成型方法
-
①コンプレッション成型(圧縮成型)

最も歴史が古く、シンプルな方法です。秤量したゴムの塊(仕込み生地)を、直接開いた金型のキャビティ(凹部)に置き、プレス機で熱と圧力をかけて押し潰します。 -
②トランスファー成型(移送成型)

コンプレッションとインジェクションの中間に位置する手法です。金型の上部に「ポット」と呼ばれる空間があり、そこにゴムを入れます。プレス機を閉めると、ピストン(プラグ)がゴムを押し出し、「ゲート」と呼ばれる細い穴を通って、密閉されたキャビティ内にゴムが注入されます。 -
③インジェクション成型(射出成型)
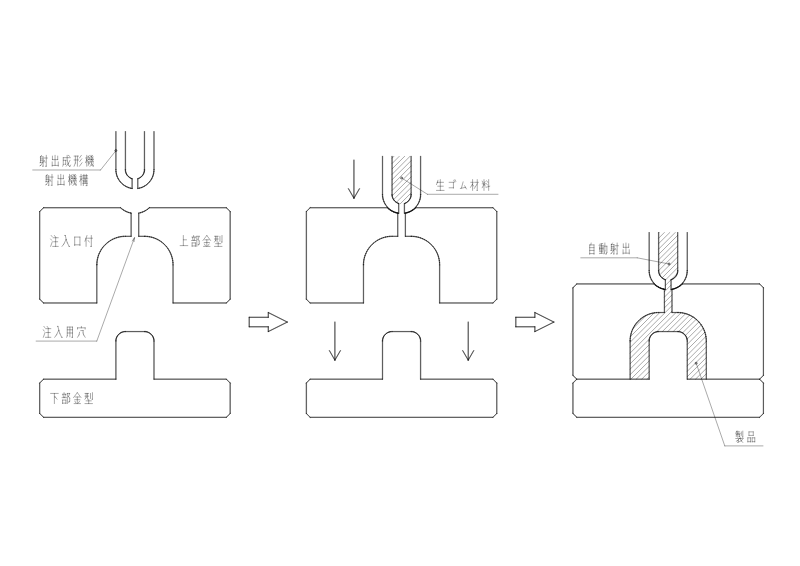
プラスチック成型と似た、高度に自動化された手法です。射出成型機(マシン)のシリンダー内でゴムを温めて柔らかくし、スクリューで高い圧力をかけて金型内に一気に注入します。
成型方法のメリット・デメリット
| 項目 | コンプレッション成型 (圧縮成型) |
トランスファー成型 (移送成型) |
インジェクション成型 (射出成型) |
|---|---|---|---|
| 金型の特徴 | 重ねた重箱のようなシンプルな構造。基本は「上型」と「下型」の2枚組(あるいは中板を入れた3枚組) | 「上型・下型」に加えて、「ポット」と「流し込む穴」が追加された構造 | ゴムを各キャビティに分配するための「ランナー」や、製品を押し出す「エジェクタピン」など、複雑な機構 |
| メリット | ・金型構造が単純で安価 ・材料のロスが少ない |
・複雑な形状やインサート成型に向く ・コンプレッションより寸法精度が良い |
・大量生産に最適。自動化しやすい ・高圧で注入するため、高精度 |
| デメリット | ・バリ(はみ出し)が出やすく、仕上げに手間がかかる ・成型サイクルが長く、大量生産には不向き |
・ポット内に固まって残るゴム(残量)が発生し、材料ロスがある ・金型構造が少し複雑になる |
・金型製作費や設備コストが非常に高価 ・多品種少量生産にはコストが見合わない |
| 当社の代表的な製品例 | 大型パッキン、大口径ダイヤフラム、単純なシート状製品など | 電子部品のインサート成型、精密成型品、複雑なパッキンなど | 自動車用の大量生産Oリング、端子カバー、精密な医療用部品など |
成型方法の選び方のポイント
製品の「ロット数」「形状の複雑さ」「予算」によって、最適な成型方法をご提案します。
| 生産時のニーズ | 最適な成型方法 |
|---|---|
| 少量生産で、コストを優先したい | コンプレッション成型 |
| 精度と複雑さを両立させたい | トランスファー成型 |
| 大量生産で、スピードを優先したい | インジェクション成型 |
司ゴム電材では、金型の設計・製造から、材料開発(オリジナル配合可能)、成型までを一貫生産体制を構築しています。
特にコンプレッション成型、トランスファー成型を得意とし、微細形状、薄肉形状や大口径のダイヤフラムまで柔軟に対応できる体制を整えています。
金型の基本構造
コンプレッション金型は、主に以下の3つのプレートで構成されます。
①上型(トッププレート)
金型の「蓋」です。プレス機の上部に固定されるか、上に乗せられます。キャビティ(製品の形)の上半分や、製品を押し潰すための「突き(凸形状)」が彫られていることがあります。
②中板(キャビティプレート)
製品の「外周」を形作るプレートです。円筒形の製品や複雑な外形を作る際、このプレートを「型抜き」のように通り抜けさせる構造にします。これがあることで、製品の取り出しが劇的に楽になります。
③下型(ボトムプレート)
金型の「底」です。製品の底面を形作ります。位置決めのための「ノックピン(ガイドピン)」が立っており、上型や中板がズレないようにガイドします。

プレートの合わせ目には以下のような細工が施されています。
喰い切り(ランド)とバリ溝(逃げ溝)
製品形状のすぐ外側に、わざと数ミリの平らな面(喰い切り)を作り、さらにその外側に深い溝(バリ溝)を掘ります。喰い切りは、ゴムをせき止めてバリを薄くし、バリ溝は、余分なゴムを逃がして、金型が浮き上がるのを防ぎます。
ガイドピン(ノックピン)
上下の型をピタッと合わせるための柱です。ガイドピンにガタがあると、製品の上下がズレて「段差(食い違い)」が発生してしまいます。
テーパー(抜き勾配)
キャビティの壁面には、わずかな傾斜を付けて加工するのが一般的です。テーパーがあるおかげで、ゴムが型に張り付かずにスルッと抜けます。
ゴム製品の品質は、金型で決まります。
ゴム金型は、単なる「器」ではなく、熱と圧力のバランスをコントロールする重要な役割を担っています。製品の品質、コスト、生産性は、この金型の設計次第で決まると言っても過言ではありません。
司ゴムグループでは、3D CAD/CAMや流動解析シミュレーションを活用し、最適な成型方法の選定を通じて品質の向上と不良率の低減をサポートいたします。
製品開発における金型設計のご相談や、共同試作に関するご質問など、まずはお気軽にお問い合わせください。
金型の基本用語集
キャビティ&コア
製品の外郭と内径を形成する凹凸部。
パーティングライン (P.L)
金型の合わせ目。バリの発生源となるため、「製品の機能に影響しない場所」かつ「仕上げ加工がしやすい場所」に設定するのが定石。
入れ子(駒)
複雑な形状や損耗しやすい部分を別部品化。メンテナンス性向上だけでなく、排気(ガス抜き)の促進にも寄与。
ガス抜き(ベント / エアベント)
ゴムの充填を妨げる空気や、加硫時に発生するガスの排出。ガス抜きが不十分だと「ガス焼け(炭化)」や「ショート(充填不足)」の原因となる。