- 2026.06.16 技術情報 製造技術
-
0.01mmのバリ・成形不良を防止するゴム金型の超微細加工技術
こんにちは!司ゴム電材の松川です。本日は、ゴム金型製作における設備について説明させていただきます。
ゴム金型は、「バリの出にくさ」「ゴムの流動性」「離型性」が非常に重要です。これらを高い次元で実現するための主な設備について説明いたします。
ゴム金型製作設備について
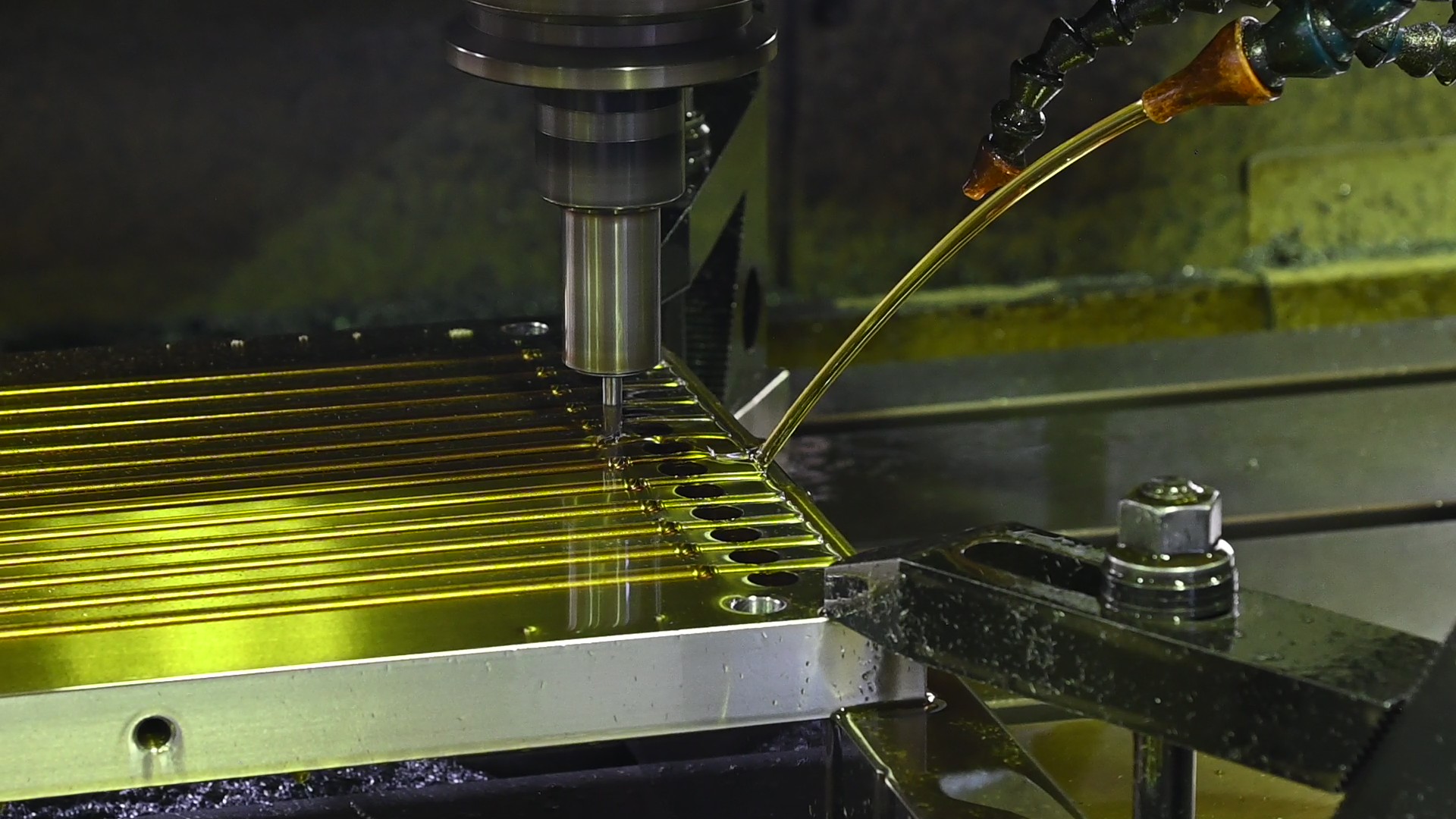
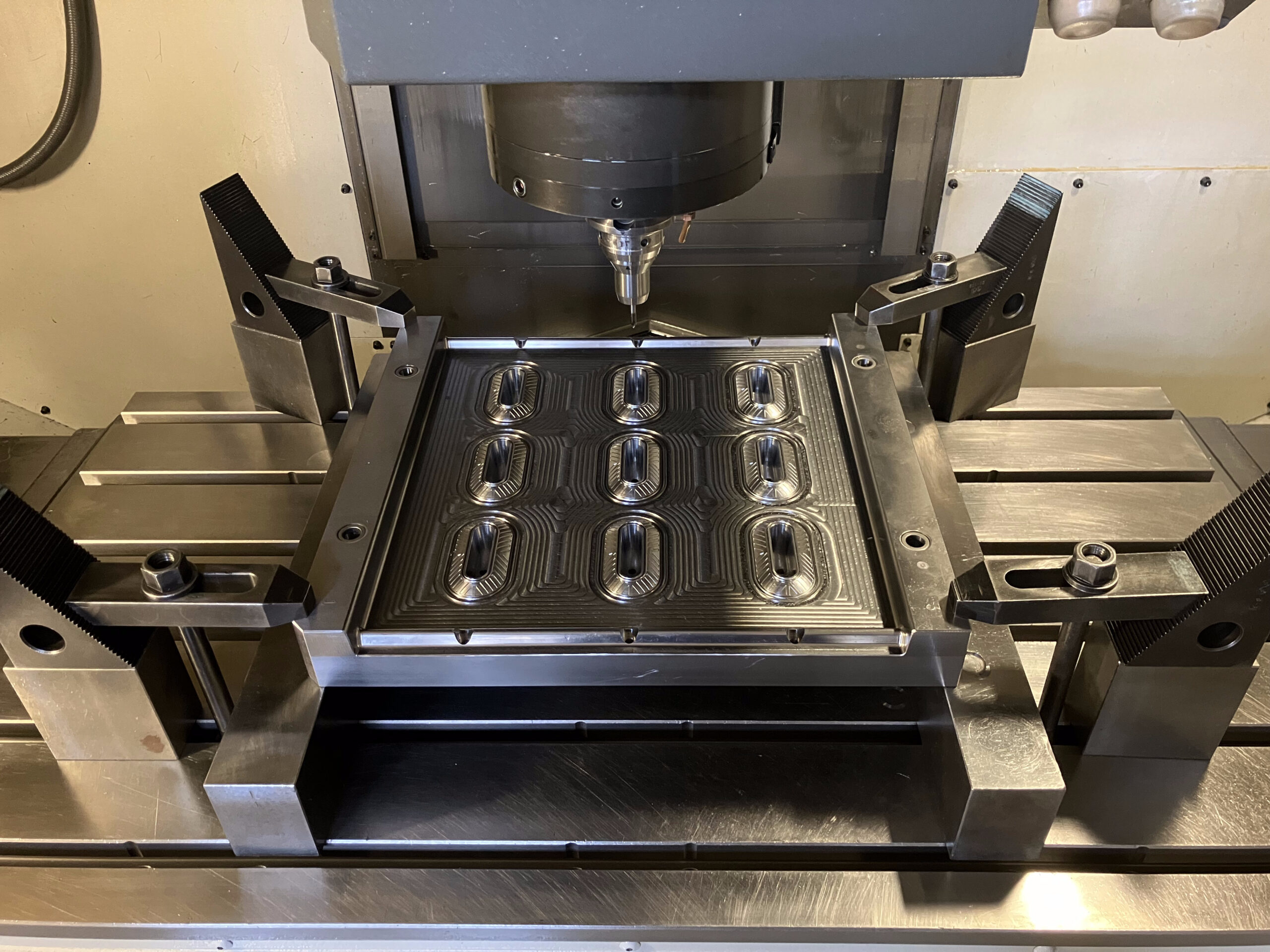
1. マシニングセンタ(切削加工)
ゴム金型は意匠面や複雑な形状が多く、高品位な表面仕上げが求められます。
高回転・高精度主軸
ゴムの焼き付きを防ぐため、金型表面は可能な限り滑らかである必要があります。小径工具で高速回転(20,000rpm以上)が可能な主軸を持つ機種が理想的です。
熱変位補正機能
長時間の仕上げ加工でも精度が安定する、熱補正機能が優れた機種が好まれます。
微細加工能力
ゴムのシール部(喰い切り部)の精度がバリの発生を左右するため、ミクロン単位の制御が可能な高剛性マシンが必須です。
2. 放電加工機(EDM)
切削工具が届かない深いリブや、鋭角な形状の加工に不可欠です。
液中加工と揺動機能
放電時の粉塵を効率よく排出し、均一なシボ面(マット仕上げ)を形成できる性能が求められます。
電極消耗の少なさ
銅やグラファイト電極の消耗を抑える回路を搭載している機種は、特に複雑なキャビティ加工においてコストと精度の両面で有利です。
自動結線機能(ワイヤー放電の場合)
プレートの抜き加工や複雑な入れ子構造を作る際、無人運転の稼働率を上げるために重要です。
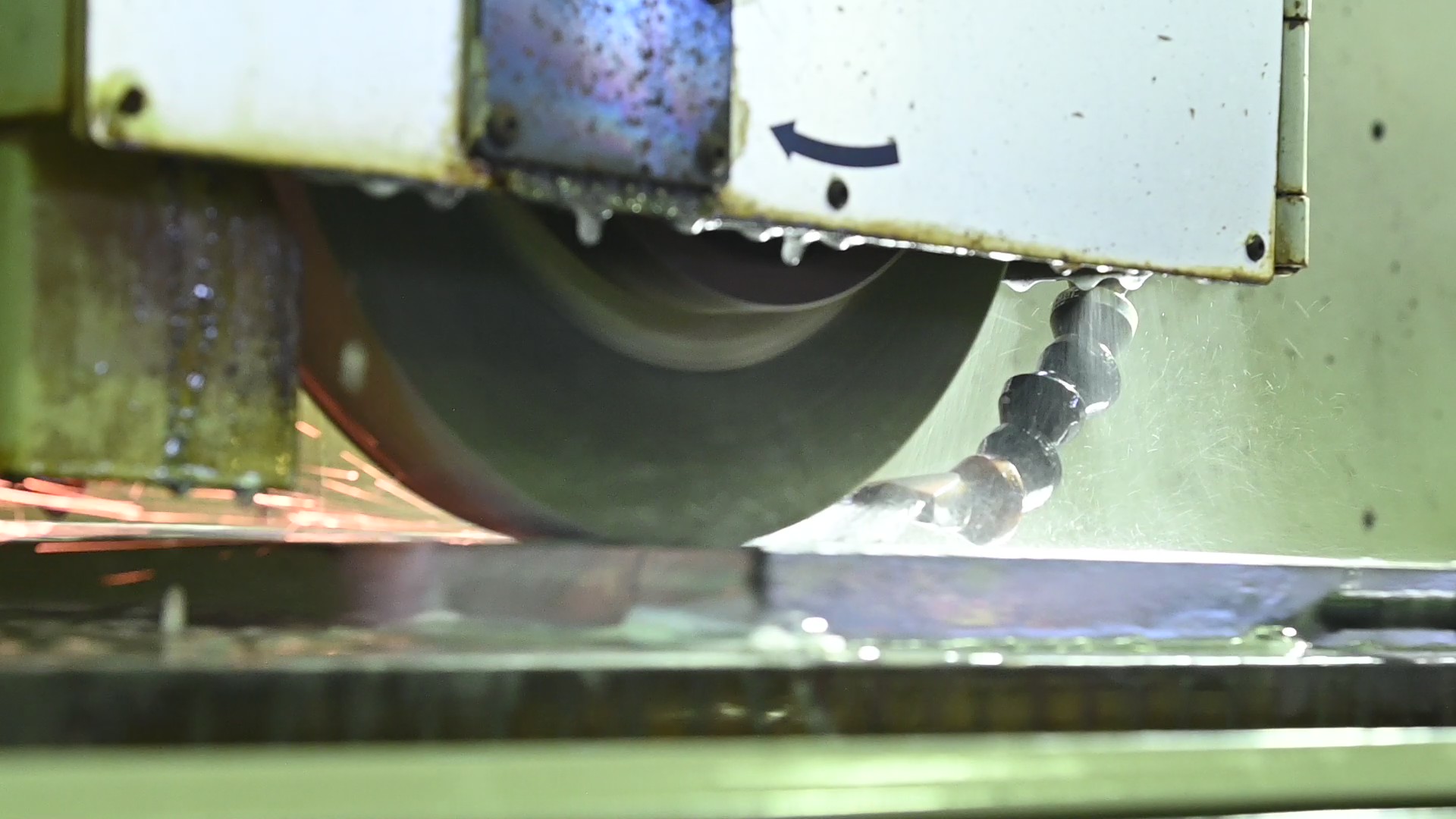
3. 研削盤・仕上げ設備
金型の「合わせ面(PL面)」の精度は、ゴム成形における最大の課題である「バリ」に直結します。
高精度平面研削盤
プレート同士が完全に密着するよう、極めて高い平坦度を出す必要があります。
鏡面仕上げ能力
離型性を向上させるため、手磨きだけでなく機械による鏡面加工や、特殊なショットブラスト設備の導入も検討すべきです。
4. 測定・検査機器
「作って終わり」ではなく、保証するための設備です。
三次元測定機
複雑な3D形状が設計通りか確認します。
画像測定器
非常に柔らかいゴム製品を扱う金型では、非接触で微細なR形状や寸法を測定できる画像測定器が重宝されます。
まとめ
ゴムは粘度が低く、わずか 0.01mm の隙間からでもバリが流出します。そのため、単体機の性能はもちろんですが、CAD/CAMから加工機、そして測定機までの一貫した「精度の連鎖」を構築できるシステム選びが、最終的な製品付加価値に繋がります。
また、将来的なメンテナンス性や、自社内の若手技術者への技能伝承のしやすさ(操作体系の統一など)も、長期的な設備投資における重要な判断材料となります。
喰い切り部の設計と高度な加工技法
ゴム金型製作において、「喰い切り(くいきり)部」の設計と加工は、金型の良否を決定づける最も難易度の高い工程です。
1. なぜ喰い切り加工は難しいのか?
ゴムは加熱されると一時的に粘度が著しく低下し、水に近い流動性を持つ特性があります。そのため、金型の合わせ面(PL面)にわずかな不備があるだけで「バリ」が発生します。
極限の隙間管理
一般的な樹脂金型では 0.02mm~0.03mm程度の隙間が許容されることもありますが、ゴム,特に液体シリコーン(LSR)などでは 0.005mm~ 0.01mm(5〜10ミクロン)以下 の管理が求められます。
逃げ場の確保とシール性の両立
強く押しつぶしてバリを切る「喰い切り」構造にする必要がありますが、強く当てすぎると金型が摩耗・陥没し、弱すぎるとバリが出ます。この「絶妙な当たり」を加工で再現しなければなりません。
工具のたわみと逃げ
微細なエッジ(角)を立たせる加工では、切削抵抗による工具のわずかな「逃げ」が、喰い切り面の精度を狂わせます。
2. 精度を極めるための加工アプローチ
喰い切り部の精度を安定させるためには、単に削るだけでなく、以下の高度な手法を組み合わせます。
① 「ゼロカット」による微細仕上げ
マシニング加工の最終工程で、切り込み量をゼロ(または極めて微量)にして同じ経路を何度も走らせる手法です。工具の弾性変形(逃げ)によって残されたわずかな削り残しを除去し、設計値通りのシャープなエッジを作り出します。高剛性な主軸と、熱変位を極限まで抑えた環境でのみ真価を発揮します。
② 放電加工における「揺動(オービタル)加工」の最適化
切削工具が入らない微細な喰い切り部には放電加工を用いますが、通常の放電では角が丸くなりやすい(ダレる)傾向があります。揺動パターンを精密に制御し、横方向の放電ギャップを最小限に抑えながら、底面と側面の角をシャープに仕上げる専用回路を使用します。シール性を高めるための「鋭い角」を実現します。
③ 合わせ(フィッティング)のデジタル化
従来、職人が「光明丹(こうみょうたん)」を塗って手作業で行っていた擦り合わせ作業を、加工機と測定機の連携でデジタル化します。 一方の型を基準とし、対になる型の当たり面を画像測定器や三次元測定機で実測。その誤差データを加工機にフィードバックし、ミクロン単位の追加工(追い込み加工)を行います。
3. 喰い切り部の寿命を延ばす「逃げ加工」
「全面を当てる」のではなく、シールが必要な箇所以外を意図的にわずかに(0.02mm程度)逃がす設計・加工が重要となります。
| 加工部位 | 加工の目的 | 期待される効果 |
|---|---|---|
| シールランド部 | 製品のキワ 0.5mm~ 1.0mm 幅だけを密着させる。 | 面圧を高め、バリの流出を物理的に遮断する。 |
| 逃げ部(リリーフ) | シール部以外をわずかに凹ませる。 | 金型全体の型締め圧をシール部に集中させ、型のヘタリを防ぐ。 |
| ガス逃げ溝 | 喰い切り部の直後に極薄の溝を掘る。 | バリを止めるだけでなく、空気溜まりによる「成形不良(焼け)」を防止する。 |
まとめ
喰い切り部の加工は、「どれだけ鋭いエッジを残せるか」 と 「どれだけPL面をフラットに保てるか」の戦いです。最新の5軸加工機等を使用しても、最終的にはこの「喰い切り構造」の物理的理解がなければ、良質なゴム金型は完成しません。
ガスベント加工のための超微細加工と放電技術
ゴム成形において製品の品質(焼け・未充填)と金型の寿命を左右する「ガスベント(排気溝)加工」について詳細に解説します。ゴム成形は、強力なガスが発生し、さらに「バリ」が出やすいという矛盾した課題を抱えています。これらを解決するためのガスベント加工のポイントは以下の通りです。
1. ガスベント加工の目的と重要性
ゴム材料(特にEPDMやフッ素ゴム)は、加熱・加硫プロセスで多くの揮発成分や腐食性ガスを発生させます。
焼け(炭化)の防止
型内の空気が圧縮されて高温になる「断熱圧縮」によるゴムの焼けを防ぎます。
未充填の防止
空気が逃げ場を失い、製品の末端までゴムが回らない現象を防ぎます。
金型汚染・腐食の軽減
表面にガスが滞留するのを防ぎ、メンテナンス頻度を下げます。
2. ゴム金型特有のベント設計と加工値
ゴム金型では、ガスは逃がしてもバリは流さない「絶妙な深さ」と均一な加工精度が求められます。
| 項目 | 一般的な加工値 | ねらい |
|---|---|---|
| ベント深さ(h) | 0.005mm~ 0.01mm | シリコーンなど流動性が高いものは 0.005mm 以下を狙います。 |
| ベント幅(w) | 3.0mm~ 10.0mm | 広いほど排気効率は良いですが、型の剛性との兼ね合いで調整します。 |
| ランド長さ(L) | 1.0mm~ 2.0mm | 喰い切り部からガス溝(深い溝)へ繋ぐまでの距離です。 |
3. 高度な加工方法
これほど微細な溝を広範囲に、かつ精度良く加工するには、以下の設備と手法が用いられます。
① 精密研削加工
平面研削盤を用い、型板の合わせ面に極薄の段差を付けます。面粗度が極めて良く、排気効率が高まります。ミクロン単位の深さ制御が必要なため、砥石のドレッシング(目立て)精度が問われます。
② 精密放電加工(EDM)
マシニングセンタでは加工できない複雑なキャビティ周囲や、深いリブの底にベントを設ける場合に有効です。「微細放電電源」を搭載した機種で、加工変質層(白層)を出さないように加工します。白層が厚いと、そこに汚れが蓄積しやすくなります。
③ レーザー加工
近年導入が進んでいる手法です。非接触で極めて微細な溝を自由な形状で刻印できます。特にシボ面(梨地)の中に目立たないようにベントを配置する際に重宝されます。

4. ガスベント「配置」の定石
どこにベントを彫るかが、加工精度以上に重要です。
最終充填部(ラストフィル)
流動解析や試作結果に基づき、ゴムが最後に到達する箇所に配置します。
合流部(ウェルドライン)
ゴムの流れがぶつかる場所は空気が閉じ込められやすいため必須です。
スライド・入れ子の隙間利用
加工で溝を掘るだけでなく、入れ子のクリアランス(隙間)を意図的に 0.01mm 程度設けることで、自然な排気を促す設計も有効です。
5. メンテナンス
加工したベントは、使い続けるうちにゴムの配合剤(オイルやワックス)が詰まり、効果が薄れます。
テーパー構造
ガス溝(ランドの先)を急激に深く(0.2mm~ 0.5mm)することで、詰まった汚れを掃除しやすくします。
定定期洗浄
超音波洗浄やドライアイス洗浄を行い、ベントの「通り」を常に確保することが、金型寿命を延ばす秘訣です。
ゴム金型製作のご相談は当社にお任せください
司ゴム電材では、わずか0.01mmのバリも見逃さない極限の隙間管理と、高度な微細加工技術で、高品質なゴム金型製作をお手伝いいたします。
「喰い切り部の精度が安定せず、バリの発生に悩んでいる」
「成形時の焼けや未充填を防止できるガスベント設計を相談したい」
といったお悩みやご要望はございませんか?
お客様の製品形状やゴム材料(EPDM・フッ素ゴム・シリコーンなど)に合わせて、専門知識に基づく最適な金型設計・加工の提案をいたします。マシニング加工や放電加工による超微細仕上げはもちろん、金型寿命を延ばすためのメンテナンスまでサポートいたします。まずはお気軽にお問い合わせください。